一、设备定义
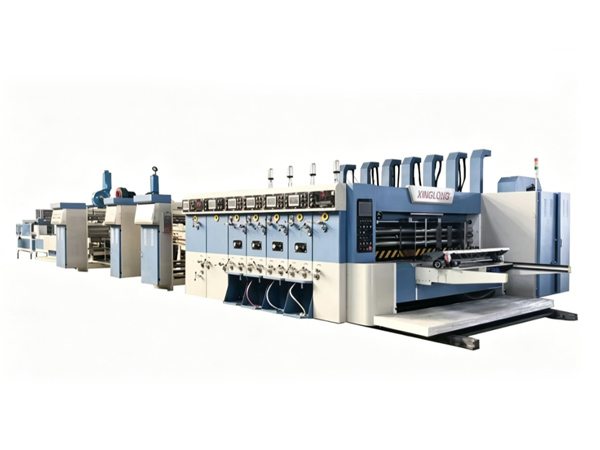
双伺服半自动钉箱机是纸箱后道装订核心设备,人工放纸板、伺服自动送纸+细致钉合,依靠两台伺服电机分别控制送纸走板、钉头行走,对比普通齿轮传动气动钉箱机,精度、稳定性、速度升级,分为单片式、双片式两大机型,中小型纸箱厂主流量产设备。
二、核心结构与控制系统
1.双伺服驱动核心
伺服口碑标配:双伺服电机
分工:一台伺服控制送纸挡板定位,一台伺服控制钉头横向行走
优势:取消大量齿轮、链条机械传动,磨损少、故障率大幅降低,钉距误差≤±1.5mm
2.电控系统
主机:PLC
操作:7寸威纶触摸屏,可视化设置参数
辅件:光电感应、客气动元件、低压电器
钉头耗材:钨钢底模、合金冲压钉头,耐磨(以实际报告为主)寿命比较长
3.功能机构
电动后挡板:触屏输入纸箱尺寸,自动定位,无需手工调尺
自动计数:成品1–99捆自动分层送出,方便捆扎
多重报警:钉线用完、卡纸、操作错误自动停机报警
钉型切换:一键切换单钉、双钉、加强钉
三、核心优势(对比普通气动钉箱机)
调机速度适宜:更换纸箱规格仅1分钟,老款手动调尺需10分钟以上
钉距细致均匀:伺服闭环控制,3层/5层彩箱无大小钉、无鱼尾边,外观平整,适配优良彩箱
高速稳定:高钉速400–600钉/分钟,持续量产不跑偏
故障率低:机械传动结构减少60%,维修频次减半
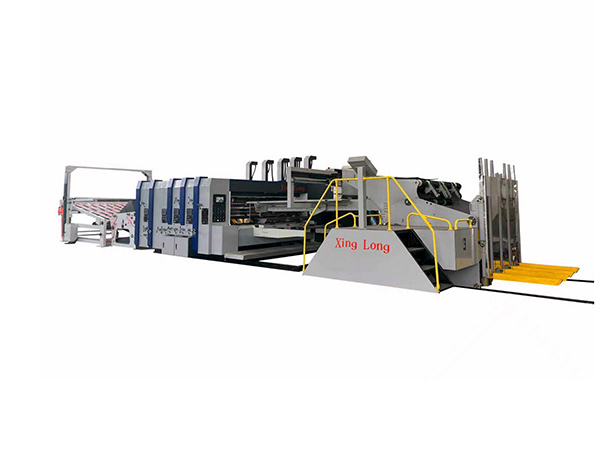
适配更广:单片箱、双片对接大箱、有盖/无盖底箱均可加工
操作简单:参数可存储上百套订单,新人速度适宜上手
四、适用行业
各类瓦楞纸箱厂、彩印包装厂:快递包装箱、食品纸箱、家电家具外包装、汽配包装箱、果蔬周转箱、重型物流纸箱。
五、基础操作流程
触摸屏输入纸箱长宽、钉距、钉型、每捆数量,保存订单
人工将瓦楞纸板平铺送纸台
伺服自动送板、定位,钉头匀速行走完成钉合
成品自动堆叠计数,达到设定数量后自动送出
捆扎打包,全程仅需 1–2 名操作工
产品分类
PRODUCT CATEGORY信息动态
DYNAMIC