印刷开槽机切角不规整、角度偏移怎么办
2026-06-08 18:11:08
动态详情
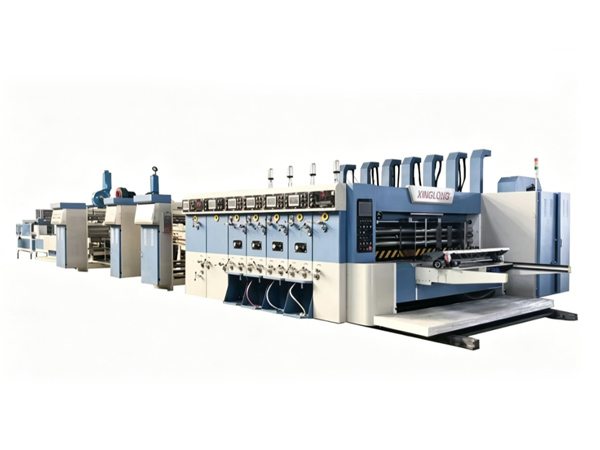
印刷开槽机切角不规整、角度偏移怎么办
切角出现边角歪斜、角度偏差、切口不齐,多由走纸不稳、刀具错位、机械间隙异常、压料不到位引发,按从易到难依次调整,可速度适宜用心服务故障。
首先排查送纸系统,这是角度偏移的主要诱因。检查送纸胶轮,清理表面积墨与纸屑,保护左右压力、高度全部一致,避免纸板输送时跑偏、晃动。校准两侧侧规挡板,与纸板预留 2~3mm 间隙,确认纸板沿直线行进,拒绝斜向入刀。若纸板本身翘曲、厚薄不均,需分拣次品,同时控制纸板含水率在 10%~13%,减少输送形变。
其次调整切角刀具与刀座。停机断电后检查切角刀片,刃口钝化、崩口会造成切口毛边、轮廓变形,需及时修磨或更换。松开刀座固定螺丝,参照标准样板校正刀片位置与角度,保护切角刀具与走纸方向垂直,左右刀组对位统一,锁紧螺丝防止运行移位。同时微调上下刀咬合间隙,常规控制在 0.1~0.2mm,间隙过大易撕扯纸板,过小则加剧刀具磨损。
然后优化压料与限位机构。切角工位前后压纸轮压力要轻柔且均匀,既能固定纸板、防止裁切时翘起移位,又不会压塌瓦楞。调整辅助限位轮,缩小活动余量,避免纸板裁切中左右摆动。检查刀轴、轴承与连接件,出现松动、径向跳动时及时紧固或更换配件,取消机械旷量带来的角度偏差。
之后低速试机校验,连续试切多张纸板,测量角度与外形,小幅微调刀具位置、压轮压力。批量生产前确认切角方正、尺寸统一,日常每班清理刀组纸屑,定期校准刀具位置与机械平行度,可效果优良避免故障反复出现。
动态分类
DYNAMIC CATEGORY热门产品
PRODUCT