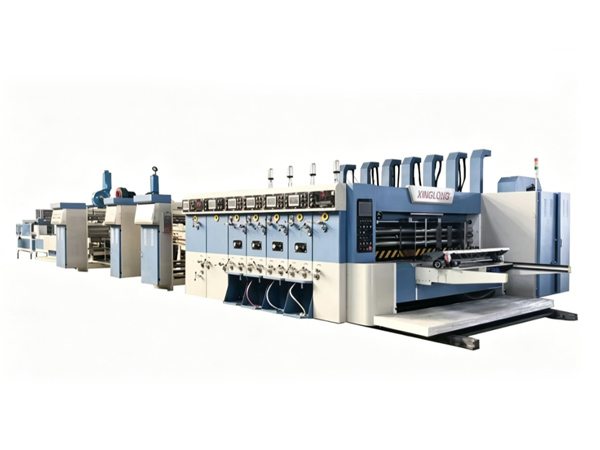
印刷开槽机进纸老是跑偏怎么办?
印刷开槽机进纸跑偏 原因 + 分步排查解决
按从易到难、从前到后顺序排查,速度适宜定位处理:
一、前端送纸部
纸板本身问题
纸板翘曲、厚薄不均、边角破损、瓦楞变形,输送时受力失衡跑偏。
处理:剔除残次板;调整前段生产线,实际效果为主纸板平整度。
吸风 / 真空送纸系统
左右吸风量不一致、风嘴堵塞、风道积尘,单边吸力大导致走斜。
处理:清理吸风口、过滤网;调节左右风门,保护吸力均衡。
挡纸 / 侧规限位
左右侧挡板间隙过大、挡板歪斜、滚轮卡顿,纸板无细致限位。
处理:两侧挡板与纸板预留2~3mm间隙;校正挡板垂直度,转动部位加注润滑油。
送纸胶轮 / 皮带
胶轮磨损、表面沾墨积垢、左右胶轮高低 / 压力不一致、皮带松紧不一。
处理:清洁胶轮;磨损严重则更换;微调两侧压轮压力、皮带张紧度,做到左右同步。
二、输送过桥与导向部件
导向辊、托纸辊不平行、高低错位
辊体歪斜会强制纸板偏移。
处理:校准所有导辊水平与平行度,紧固固定螺丝。
过桥皮带 / 输送台跑偏
输送带本身走斜,带动纸板同步偏移。
处理:调节皮带两端调节螺杆,校正皮带走向;清理皮带表面杂物。
三、印刷 / 开槽工位压辊、间隙问题
上下压纸辊左右压力不均
单边压力过大,纸板受力偏移。
处理:统一两侧压辊间隙与压力,保护整幅纸板受压均匀。
印版滚筒、开槽刀座左右间隙不一致
局部卡滞、摩擦阻力不同引发跑偏。
处理:检查辊体、刀座有无刮蹭异物,校正同轴度与间隙。
四、机架与安装基础
设备整机不水平、地脚松动
机身倾斜,运行后持续跑偏。
处理:用水平仪复测机身,调整地脚螺栓,锁紧全部固定脚。
整机传动不同步
链条、齿轮间隙偏大,左右输送速度存在微小差值。
处理:张紧传动链条,检查齿轮磨损,调整传动同步参数。
五、日常预防要点
同批次纸板规格、堆放居中,上料整齐;
每日清洁送纸轮、吸风口、导向部件;
定期校准侧规、压轮、辊体平行度;
避免单台工位压力调得过大。
下一篇:没有了
动态分类
DYNAMIC CATEGORY热门产品
PRODUCT